CALL US ANYTIME :
Plot no 3-9, Saidpura Industrial Park,Block-F,Derabassi-Barwala Road Derabassi,Mohali PB-140507
CLOSED ON SUNDAY
Reverse Osmosis (RO) is a membrane-technology filtration method that removes many types of large molecules and ions from solutions by applying pressure to the solution, when it is on one side of a selective membrane. The result is that the solute is retained on the pressurized side of the membrane and the pure solvent is allowed to pass to the other side. To be “selective,” this membrane should not allow large molecules or ions through the pores (holes), but should allow smaller components of the solution (such as the solvent) to pass freely.
Reverse osmosis is used to purify water and remove salts and other impurities in order to improve the color, taste or properties of the fluid.
The most important points to remember:
the entire range to avoid any possibility of flaw.
Features:

| Capacity | 4000 LPH |
| Part Material | Stainless Steel |
| Plant Parts | RO Plant Filter |
| Automation Grade | Semi-Automatic |
| Treatment Technique | RO |
| Usage/Application | Industrial |
Water treatment in the pharmaceutical industry is very complex and essential in the production of medicines that save millions and millions of lives around the world. Reverse osmosis technology can meet any water treatment standard.
Where water is one of the most important pillars of the drug industry. It is used in the preparation of medicines, as well as in the washing operations that take place in production lines. Since the medicine must be free of any pollutants or substances that interfere with its active ingredients. Every ingredient in it, including the water, had to be of exceptional purity for therapeutic use.

| Capacity (LPH) | 2000 LPH |
| Capacity(LPH) | 500 LPH |
| Usage/Application | Hotels/Restaurants |
| Automation Grade | Fully Automatic |
| Material | Stainless Steel |
| Frequency Range | 50-60Hz |
| Voltage | 240V |
| Deliver Type | PAN India |
| Country of Origin | Made in India |
| RO Capacity | 2000 LPH |
| Material of Construction | Stainless Steel |
| Plant Application | Industrial RO Plant |
| Material | Stainless Steel |
| RO Membrane Type | Thin-Flim Composite (TFC) |
| Usage/Application | Water Purification |
| Automation Grade | Automatic |
| Voltage | 240V |
| Deliver Type | Pan India |
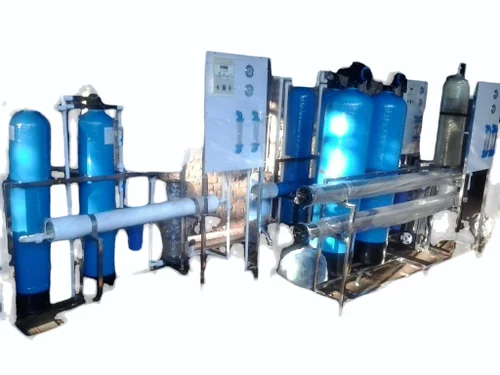
Our company has relentlessly pursued excellence in its endeavor by providing premium quality RO Water Purifier. Owing to the accurate and fast filtration, our systems are preferred over other variables available in the market. Automation in control and also in over all process operation have enhanced their value among the clients. Being a quality-oriented organization, we test these systems against various quality parameters to efface any kind of flaw.
Features:

| Usage/Application | Commercial |
| Model Name/Number | 200-50000 |
| Brand | Koundal Water |
| Max Water Recovery Rate | 60-65 % |
| Material | FRP |
| Automation Grade | Semi-Automatic |
We have been offering Reverse Osmosis System that are highly reliable and are a cost effective answer to treat a wide range of brackish waters. RO process initially removes all suspended impurities through multiple stages of purification and then the water is pumped at a pressure that is higher than Osmotic pressure. These systems can remove 90-98% total dissolved salts. The range of these reverse osmosis systems are integrated with necessary components required for various operations.
Features:
Product flow rate: 1.0-60.0 m3Salt rejection ranges from 50 to 80% based on feed water compositionElectrical 415 V, 3ph, 50 HzConcentrate discharge directed to drain at ‘O’ PSI
Advantages:
Modular design-capacity can be increased to suit requirementsFully assembled skid, tested prior to shipment, ease of installation and beneficial useNon-corrosive low pressure piping-virtually maintenance freeLow on energy consumptionUser friendly unit-does not require continuous monitoring
Applications:
Ultra pure water for electronic industriesUltra pure water for pharmaceutical industriesProcess water for manufacturing plantsBoiler feed waterBeverage and food processing industryDrinking waterWaste waterBio-technologyMineral water

| Plant Application | Industrial RO Plant, Institutional RO Plant |
| Design | Customized, Standard |
| Automatic Grade | Semi-Automatic, Automatic |
| RO Capacity (Liter/hour) | 0-200 (Liter/hour), 2000-3000 (Liter/hour), 1000-2000 (Liter/hour), 200-500 (Liter/hour), >3000 |
| Max Water Recovery Rate | 65-70 %, 55-60 %, 60-65 %, 70-75 % |
We compete effectively in today’s global business environment by constantly delivering cost competitive and high quality RO System that meet or exceed customer expectations. Our offered range is manufactured under the guidance of our qualified professionals using high grade components and modernizes machinery in accordance with set industry standards. This system is widely demanded in the market for some of its striking features. Moreover, clients can avail the entire range from us in precise sizes at industry leading prices.
Features:
Specifications:
Advantages:
Applications: